MIG
Welding
Gas Metal Arc Welding (GMAW) is frequently referred to as
MIG welding. MIG welding is a commonly used high deposition
rate welding process. Wire is continuously fed from a spool.
MIG welding is therefore referred to as a semiautomatic
welding process.
MIG Welding Benefits
· All position capability
· Higher deposition rates than SMAW
· Less operator skill required
· Long welds can be made without starts and stops
· Minimal post weld cleaning is required
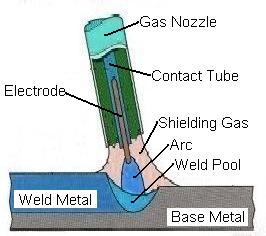
MIG Welding Shielding Gas
The
shielding gas forms the arc plasma, stabilizes the arc on
the metal being welded, shields the arc and molten weld pool,
and allows smooth transfer of metal from the weld wire to
the molten weld pool.
The primary shielding gasses used are:
· Argon
· Argon - 1 to 5% Oxygen
· Argon - 3 to 25% CO2
· Argon/Helium
CO2 is also used in its pure form in some MIG welding processes.
However, in some applications the presence of CO2 in the shielding
gas may adversely affect the mechanical properties of the
weld.
|